Search:
RESIDUAL STRESS OF STEEL PIPES INSPECTION
BY THE METAL STRESS INDICATOR IN-02
BY THE METAL STRESS INDICATOR IN-02
When the overhaul of the underground steel pipeline
is carried out, each pipe of one to be welded is should be preliminary inspected.
If even minimal cracks in the metal detected the pipe is not to be approved for use.
However the cracks are frequently appears in the metal
immediately after welding of steel pipes due to the metal has significant residual stress,
which is added to heat-affected stressed state of metal, appearing then heating
and cooling the metal of weld and heat-affected zone off is occurred.
The maintenance of steel pipes is usually produced on the certain distance
from place of the pipeline welding (location of one is changing continuously in the coarse of
the maintenance), in the presence of inspection benches (figure 1), increasing the steel pipes
inspection procedure significantly to prove ones for welding.

Fig.1. The bench for steel pipes after the
maintenance inspecting
In these conditions given IN-02 the scanning metal stress indicator seems to most simple and effective solution of the problem to inspect the steel pipes stressed state of metal.
A metal stress distribution of steel pipe while scanning of ones
surface is outputs at once to the display of IN-02 the mechanical stress indicator in
real time graphic scan (see the figure 2). During this the inspector can to record the
signals measured if need to the plugged-in memory card, to force hold readouts in the
display of indicator, etc.

Fig.2. Residual stress of steel pipe metal inspection by IN-02
the metal stress indicator
On the figures 3-5 the several examples of steel pipes
residual stress inspection results are presented as they displayed as
three-dimensional colored surface by «IN-01m connect» the notebook and
PC software application on-the-field at once after inspection.
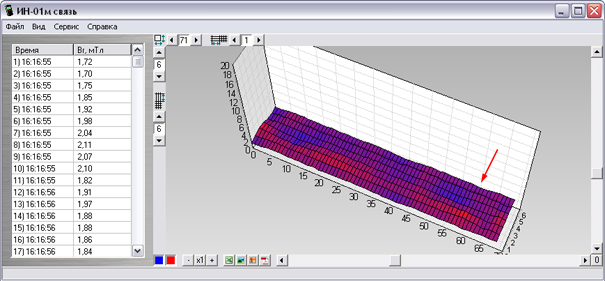
Fig.3. The diagram of residual stress of steel pipe number
X322 distribution measured by IN-02 the metal stress indicator
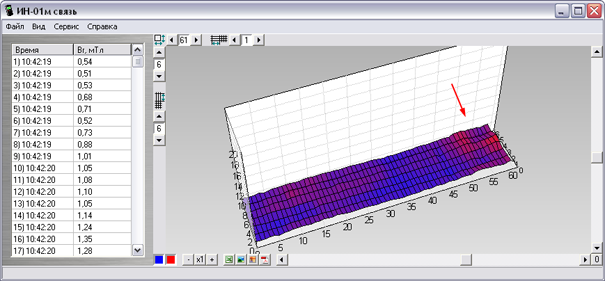
Fig.4. The diagram of residual stress of steel pipe
number X371 distribution measured by IN-02 the metal stress indicator
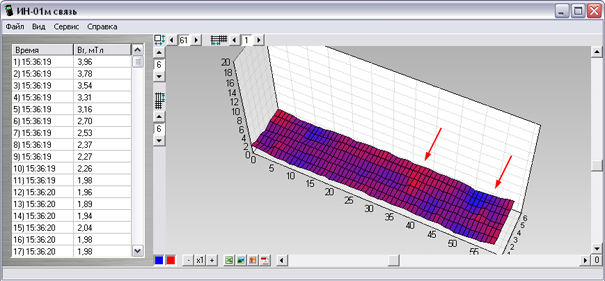
Рис.5. The diagram of residual stress of steel pipe
number Х601, distribution measured by IN-02 the mechanical stress
of metal indicator
It could be seen on
the diagrams presented that all steel pipes inspected have several areas of high
residual stress level of the metal, location of ones is shown by red arrows.
You can download results of inspection described, also as the computer software to look and process them here.
On the figure 6 the readouts of IN-02 the metal stress
indicator for one scan carried along 3-th generating line of steel pipe number
X601 are presented (see on the figure 5), through areas of high residual stress
level of the metal detected
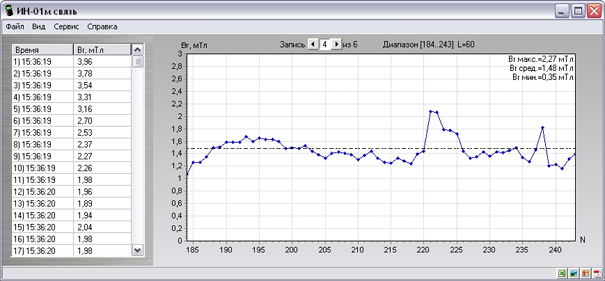
Fig.6. Readouts of IN-02 the metal stress indicator on local areas of high residual stress level of the metal detected on the steel pipe number X601
In order to determine the reason of high-stressed areas into the steel pipes metal appearance detected by IN-02 the mechanical stress indicator the VE-26NP eddy current conductance meter used together with one (figure 7).
 IN-02 IN-02 |
 VE-26NP VE-26NP |
Fig.7. Instrumental kit for high-stressed
areas of metal detection and reasons of their appearance determination
On readouts of VE-26NP the eddy current conductance meter
the specific electric conductivity of metal both in areas of high-stressed, as
average residual mechanical stress level of metal is identical. These mean that
high-stressed areas of metal detected are not related with structure of metal;
however they are determined by fatigue of the metal – a presence of residual
plastic deformation.