Поиск:
КЛАССИФИКАЦИЯ ДЕФЕКТОВ СПЛОШНОСТИ МЕТАЛЛА ПО СИГНАЛАМ
ВИХРЕТОКОВЫХ СКАНЕРОВ-ДЕФЕКТОСКОПОВ МЕТОДОМ ВЕЙВЛЕТ-АНАЛИЗА
ВИХРЕТОКОВЫХ СКАНЕРОВ-ДЕФЕКТОСКОПОВ МЕТОДОМ ВЕЙВЛЕТ-АНАЛИЗА
Стресс-коррозионные трещины, известные как наиболее опасные дефекты сплошности металла, являются главной причиной аварий на стальных трубопроводах. В общем случае стресс-коррозию можно рассматривать как группу произвольно расположенных на поверхности металла дефектов двух основных типов: обычных трещин и точечной коррозии.
Известно, что наиболее чувствительным и избирательным к данным типам дефектов сплошности металла является вихретоковый метод неразрушающего контроля, который был реализован в автоматизированных многоканальных сканерах-дефектоскопах АСД «Вихрь» и РСД-16 «Вейвлет».
На рис.1 приводятся векторные диаграммы распределения вихревых токов над точечной коррозией и над трещиной, полученные с помощью аналитической модели формирования информативного сигнала вихретокового преобразователя (ВТП) на основе представления переменного магнитного поля вихревых токов в металле через их магнитные моменты.
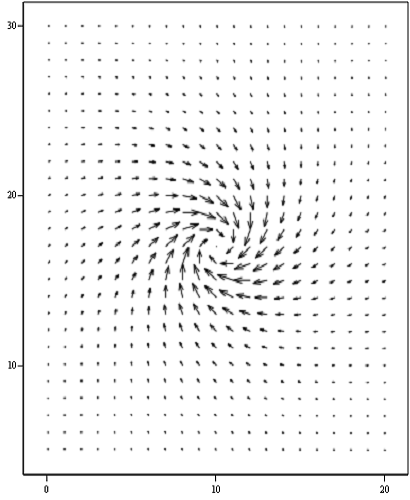
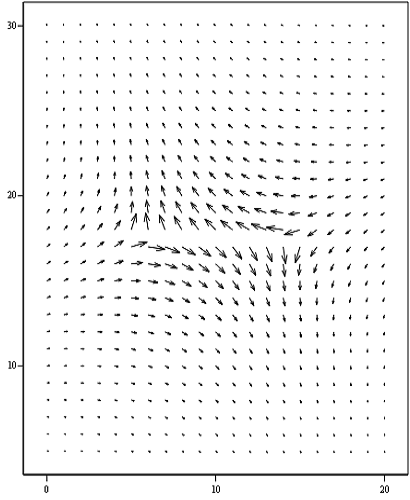
Рис.1. Распределение вихревых токов на поверхности контролируемого объекта с дефектом сплошности металла типа «коррозия» (слева) и «трещина» (справа)
Принципиальное различие распределений на рис.1 заключается в том, что при прохождении накладного ВТП над дефектом сплошности металла типа «точечная коррозия» конфигурация изолиний вихревых токов остается неизменной и образует условный круговой контур, обтекающий грань дефекта в заданном направлении. При прохождении накладного ВТП над дефектом сплошности металла типа «трещина» условный круговой контур тока разбивается дефектом сплошности на два контура более сложной формы. Направление вихревого тока в них сохраняется, поэтому обтекание граней трещины происходит в обратном направлении.
Таким образом, сигналы накладного ВТП, измеренные над трещинами и точечной коррозией, будут иметь противоположную полярность; более того, при сканировании трещин мы будем наблюдать значительные изменения фазы измеряемого сигнала, в то время как точечная коррозия не будет оказывать существенного влияния на фазу сигнала.
На рис.2-3 приводятся сигналы накладного ВТП, измеренные при сканировании стальных образцов с искусственными дефектами сплошности (ОИД) типа «трещина» и «коррозия металла». Вихретоковый преобразователь, с помощью которого проводились измерения, работает на частоте 10 кГц и имеет два измерительных канала: абсолютный (импеданс первичной катушки ВТП) и дифференциальный (производная импеданса по пройденному пути).

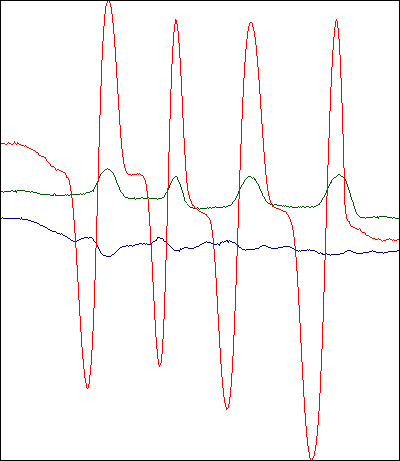
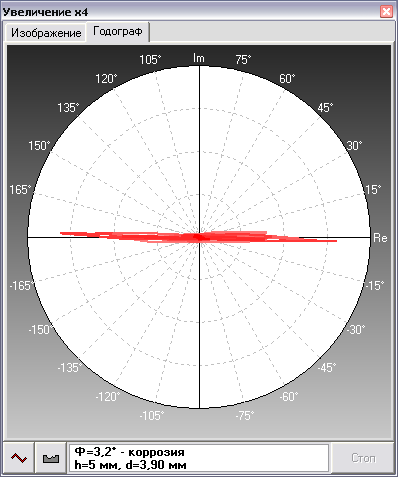
Рис.2. Измеренные сигналы накладного ВТП, полученные при сканировании дефектов сплошности типа «коррозия металла» и их годографы
Зеленый график – абсолютный измерительный канал ВТП;
Красный – дифференциальный вещественный;
Синий – дифференциальный мнимый
Можно заметить, что абсолютный сигнал накладного ВТП над точечной коррозией металла имеет положительную полярность (см. зеленую линию на рис.2). При этом мнимая компонента дифференциального сигнала ВТП (синяя линия на рис.2) практически не меняется по сравнению с вещественной компонентой дифференциального сигнала (красная линия на рис.2). Таким образом, при сканировании коррозии металла фаза дифференциального сигнала накладного ВТП остается практически неизменной и близкой к нулю (см. годограф в правой части рис.2).

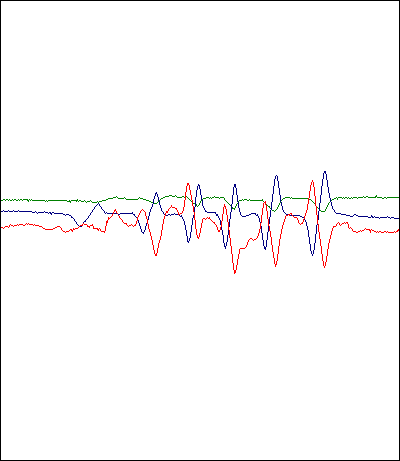
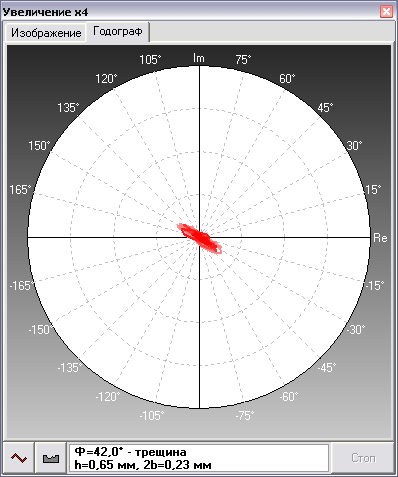
Рис.3. Измеренные сигналы накладного ВТП, полученные при сканировании дефектов сплошности металла типа «трещина» и их годографы
Зеленый график – абсолютный измерительный канал ВТП;
Красный – дифференциальный вещественный;
Синий – дифференциальный мнимый
Абсолютный сигнал накладного ВТП над трещиной имеет отрицательную полярность (см. зеленую линию на рис.3). При этом вещественная и мнимая компоненты дифференциального сигнала ВТП (красная и синяя кривая на рис.3) изменяются практически одинаково по величине и противоположны по знаку, поэтому значение фазы дифференциального сигнала накладного ВТП приближается к 45° (см. годограф в правой части рис.3).
Отмеченные особенности измеренных сигналов накладного ВТП являются характерными для рассматриваемых типов дефектов сплошности металла и полностью согласуются с выводами теоретической модели.
Кроме того, полученные в рамках данной модели алгебраические функции (1)-(2), аппроксимирующие сигналы накладного ВТП от различных дефектов сплошности металла, достаточно хорошо удовлетворяют основным математическим требованиям к вейвлетным функциям (3)-(4):
![]() ,
(1)
,
(1)
![]() ,
(2)
,
(2)
где z – величина зазора между накладным ВТП и поверхностью металла, h – параметр, пропорциональный глубине дефекта сплошности металла.
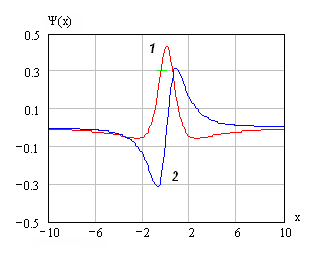
Рис.4. Вейвлетные функции алгебраического типа: 1 – ψабс(x), 2 – ψдифф(x)
– имеют конечную энергию E на всей области определения R*:
![]() ,
(3)
,
(3)
– локализованы в достаточно узкой области пространства X, называемой компактным носителем вейвлетной функции:
![]() .
(4)
.
(4)
Поэтому функции (1)-(2) можно использовать в качестве базовых вейвлетов для автоматического распознавания типа дефектов сплошности и их классификации на основе вейвлет-анализа измеренных сигналов ВТП.
Вейвлетное преобразование измеренного сигнала накладного ВТП S(x) осуществляется по формулам:
 ,
(5)
,
(5)
![]() ,
(6)
,
(6)
![]() ,
(7)
,
(7)
где ES(χ) – энергия измеренного сигнала S(x), сосредоточенная внутри компактного носителя вейвлетной функции ψ(χ-х) в данный момент, Eψ – полная энергия вейвлетной функции ψ(х).
При анализе измеренного сигнала абсолютного канала накладного ВТП S(x)=Sабс(x), в качестве базового вейвлета используется функция ψабс(x) (1).
При анализе дифференциальных компонент измеренного сигнала накладного ВТП S(x)=Re(dSабс(x)/dx) или S(x)=Im(dSабс(x)/dx) в качестве базовых вейвлетов используются функции ±ψдифф(x) (2).
Множитель 100 в формуле (5) вводится с целью нормирования полученных значений коэффициентов вейвлетного преобразования W(x). Детектирование дефектов сплошности металла производится посредством сравнения полученных коэффициентов вейвлетного преобразования с порогом чувствительности P, значение которого предварительно устанавливается в диапазоне от 0 до 100.
На рис.5 приводится развертка абсолютного, дифференциального вещественного и мнимого сигналов накладного ВТП на участке стальной трубы с трещиной на фоне обширной коррозии металла. Очевидно, что указанная трещина не может быть надежно выявлена непосредственно по этим сигналам из-за подавляющего влияния интенсивного сигнала от коррозии металла, а также наличия случайного шума.
(а) (б) (в) (г)

Фрагмент результатов контроля вихретоковым сканером-дефектоскопом участка стальной трубы с трещиной на фоне обширной коррозии металла
а, б, в – измеренные сигналы, г – изображения выявленных дефектов сплошности, синтезированные на основе вейвлет-анализа этих сигналов
В результате вейвлетного преобразования измеренных сигналов накладного ВТП получаются наглядные изображения дефектов сплошности металла (рис.5г) на графической развертке поверхности стальной трубы с указанием их типа и месторасположения.
На рис.6 приводится алгоритм автоматического выявления и классификации выявленных дефектов сплошности металла типа «трещина» и «коррозия металла» по измеренным дифференциальным сигналам накладного ВТП в реальном масштабе времени.
Рис.6. Алгоритм обнаружения и классификации дефектов сплошности металла по дифференциальным сигналам ВТП в реальном масштабе времени
Данный алгоритм был использован при разработке программного обеспечения для автоматизированных многоканальных вихретоковых сканеров-дефектоскопов АСД «Вихрь» и РСД-16 «Вейвлет».
Примеры практического применения разработанных сканеров, а также выявляемых ими в реальных полевых условиях стресс-коррозионных трещин металла рассматриваются здесь.